
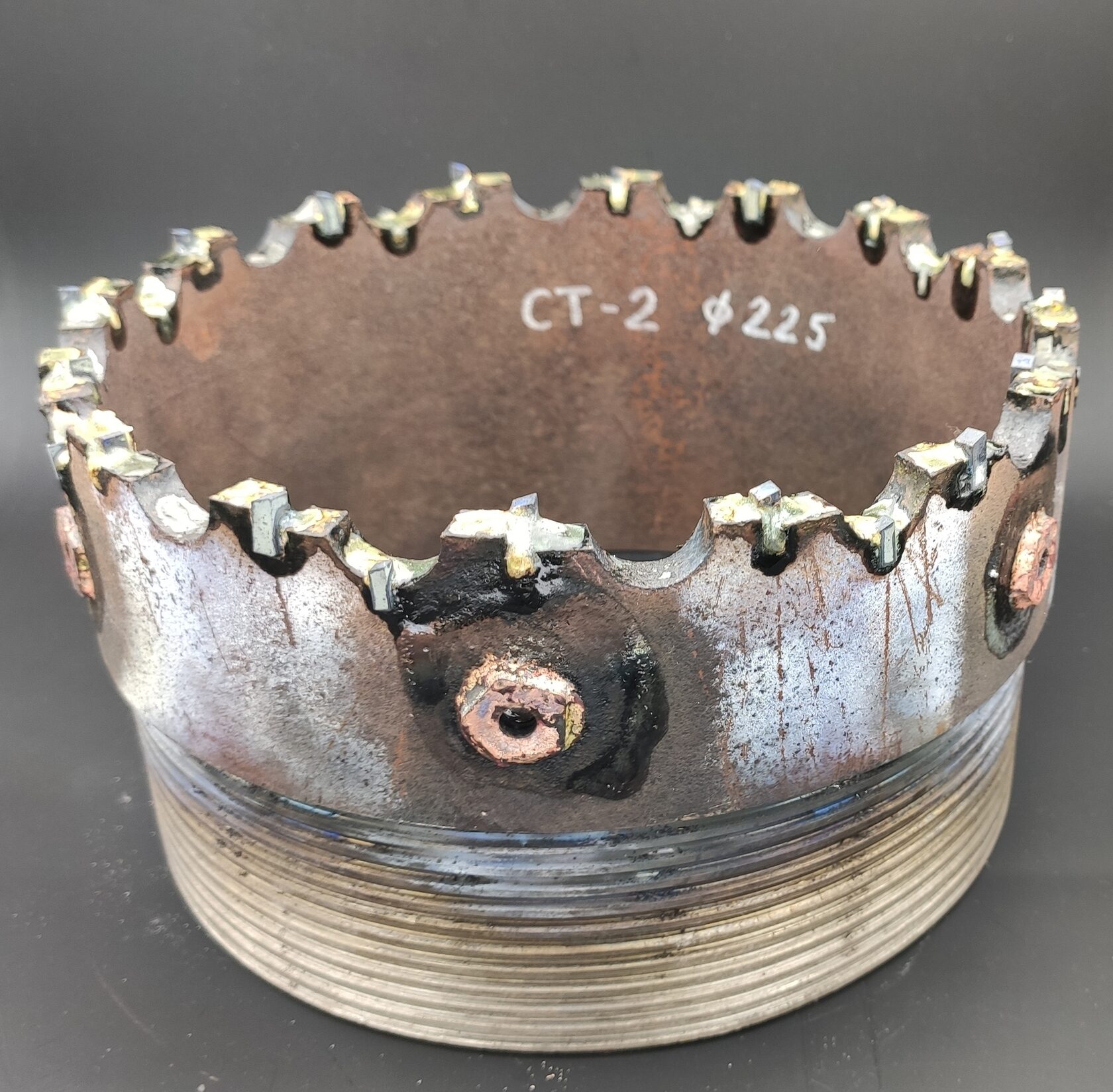
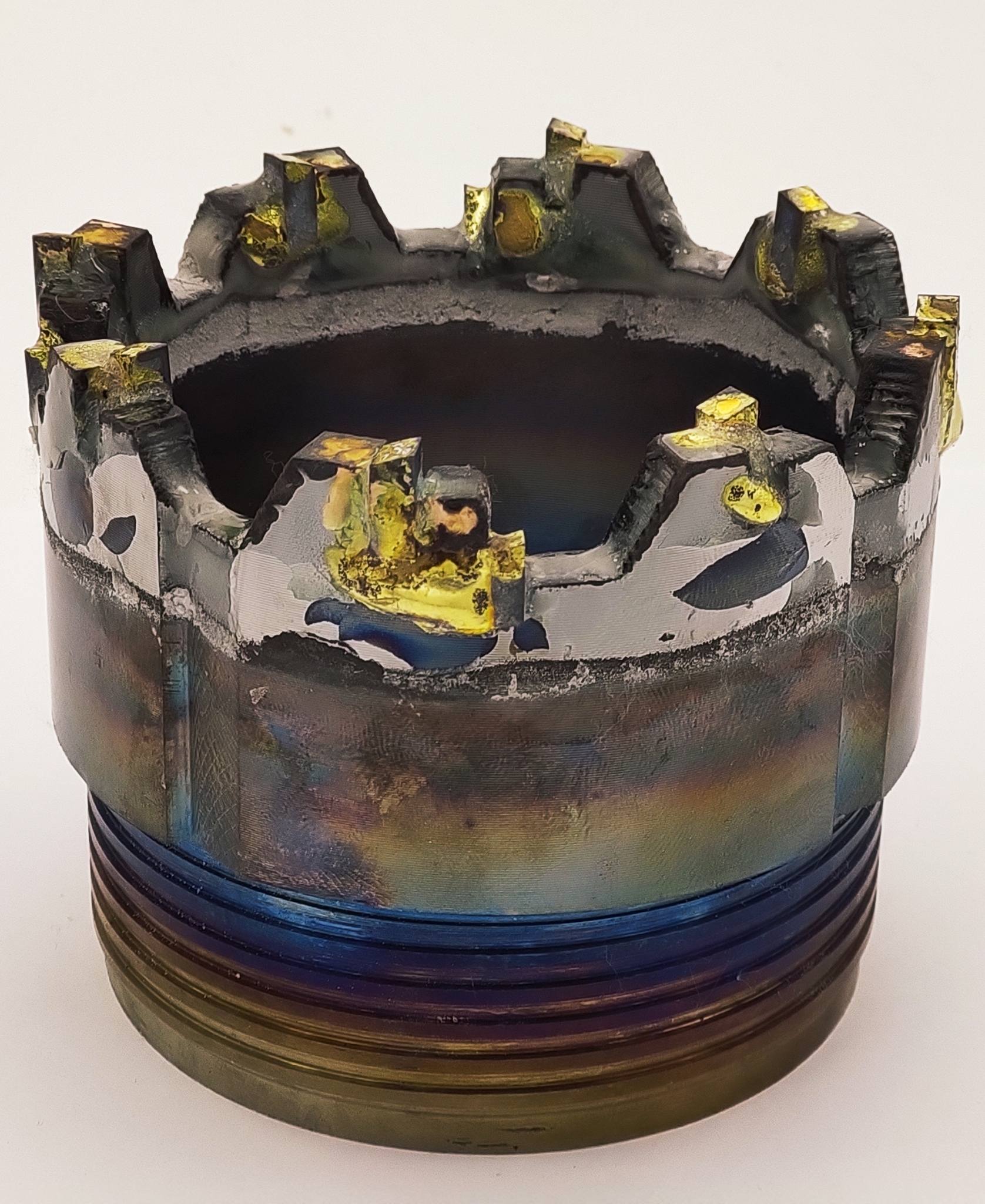
Буровые коронки СТ-2
Буровые коронки СТ-2 для колонкового бурения перемежающихся и трещиноватых пород средней абразивности. Производим типоразмеры 59–221 мм в собственном цехе и подбираем коронку с учетом неоднородности массива и бурового комплекта.
Позиций в подборке: 8
Для расчета коммерческого предложения укажите диаметр, серию, количество, условия бурения и город поставки.

Запрос цены
Узнать цену
Заявка принята
Спасибо, скоро свяжемся
Менеджер уточнит детали и подготовит информацию по цене.
Производитель с 2002 года - 8 позиций в подборке
Буровые коронки СТ-2 для неоднородных пород
Серия СТ-2 рассчитана на колонковое бурение перемежающихся и трещиноватых пород средней абразивности. При подборе мы учитываем неоднородность массива, диаметр снаряда и режим работы, а коронки производим в собственном цехе СервисБурСистемы.
Что указать для КП
- укажите диаметр СТ-2 и параметры колонкового снаряда
- опишите чередование слоев, трещиноватость и абразивность породы
- сообщите глубину, оборудование, объем партии и адрес поставки
Запрос на заводской подбор
Можно выбрать товар из карточки или описать задачу своими словами. Менеджер уточнит недостающие параметры и передаст запрос в расчет с учетом нашего производства и технологии подбора.
Отправить параметрыЧто учитывать при выборе коронки СТ-2
В неоднородном массиве условия на забое могут заметно меняться по глубине. Поэтому для СТ-2 особенно важны сведения о чередовании слоев, трещиноватости и фактическом поведении предыдущего инструмента.
Рабочая область серии СТ-2
Коронки СТ-2 применяют для колонкового бурения перемежающихся и трещиноватых пород средней абразивности. В каталоге представлены диаметры 59, 76, 93, 112, 132, 151, 172 и 221 мм.
Почему одного диаметра недостаточно
При переходе между слоями меняются условия работы коронки. Для подбора полезно знать, какие породы чередуются, насколько выражена трещиноватость и как вел себя ранее применявшийся инструмент. Эти сведения помогают точнее согласовать серию и типоразмер с задачей.
Что передать производителю
- диаметр коронки, трубы и параметры соединения
- описание разреза и проблемных интервалов
- глубину, режим бурения и модель оборудования
- желаемое количество и срок получения партии
Практика собственного производства
Мы не выступаем посредником между заказчиком и неизвестным изготовителем. Коронки проходят собственный производственный цикл в Кыштыме: работа с корпусом и оснасткой, пайка и контроль геометрии. Поэтому технические вопросы по применению можно обсуждать напрямую с заводом до запуска заказа.