
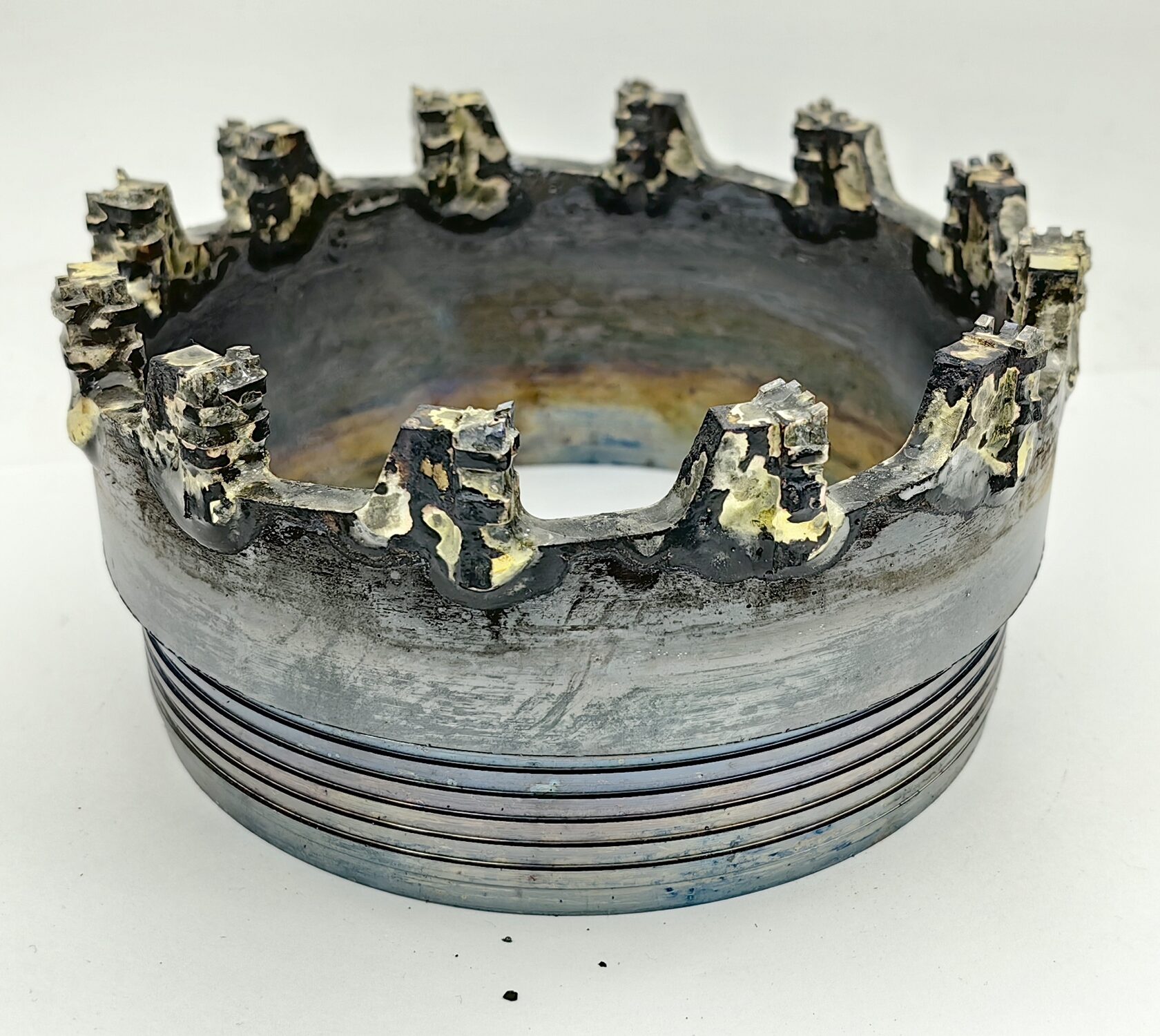
Буровые коронки СА-6
Буровые коронки СА-6 для колонкового бурения абразивных, монолитных и перемежающихся пород IV–VIII категории. Производим диаметры 93–219 мм в Кыштыме и подбираем исполнение по породе и буровому комплекту.
Позиций в подборке: 6
Для расчета коммерческого предложения укажите диаметр, серию, количество, условия бурения и город поставки.


Запрос цены
Узнать цену
Заявка принята
Спасибо, скоро свяжемся
Менеджер уточнит детали и подготовит информацию по цене.
Производитель с 2002 года - 6 позиций в подборке
Буровые коронки СА-6 для абразивных пород
Серия СА-6 применяется при колонковом бурении абразивных монолитных и перемежающихся пород IV–VIII категории. Широкий диапазон условий требует подбора по фактическому разрезу, диаметру и составу бурового снаряда.
Что указать для КП
- укажите диаметр СА-6, количество и параметры колонковой трубы
- опишите породу, абразивность, монолитные и перемежающиеся интервалы
- сообщите категорию буримости, оборудование, глубину и город поставки
Запрос на заводской подбор
Можно выбрать товар из карточки или описать задачу своими словами. Менеджер уточнит недостающие параметры и передаст запрос в расчет с учетом нашего производства и технологии подбора.
Отправить параметрыПодбор коронок СА-6 по породе и категории буримости
Диапазон IV–VIII охватывает разные условия бурения, поэтому маркировку СА-6 нельзя выбирать отдельно от сведений об абразивности, структуре массива и применяемой оснастке.
Размеры и назначение СА-6
Коронки СА-6 предназначены для колонкового бурения абразивных монолитных и перемежающихся пород IV–VIII категории. В каталоге представлены диаметры 93, 112, 132, 151, 172 и 219 мм.
Какие условия нужно описать
Для подбора важны фактическая абразивность, чередование слоев, трещиноватость и глубина работ. Две скважины с одинаковой категорией буримости могут по-разному нагружать инструмент, если отличается структура массива.
Данные для расчета
- рабочий диаметр и параметры бурового снаряда
- категория буримости и описание породы
- оборудование, глубина и применяемый режим
- количество, сроки и регион поставки
Производственный опыт
СервисБурСистема выпускает коронки СА-6 в собственном цехе в Кыштыме. Опыт с 2002 года, работа с металлом и оснасткой, пайка и контроль геометрии позволяют обсуждать заказ напрямую с производством. Мы не перепродаем формально похожую позицию, а проверяем исходные параметры до изготовления.